產(chǎn)品中心 Products
-
球閥
燃?xì)馇蜷y | 卡套式球閥 | 高溫球閥 | 二片式球閥 | 電動(dòng)球閥 | 手動(dòng)球閥 | 焊接球閥 | 三通球閥 | 不銹鋼球閥 | 氣動(dòng)球閥 | 內(nèi)螺紋球閥 | 固定式球閥 | 三片式球閥 | 保溫球閥 | 一片式球閥 | 真空球閥 | 襯氟球閥 | 法蘭球閥 | 高壓球閥 | 衛(wèi)生級(jí)球閥 | 硬密封球閥 | -
蝶閥
襯氟蝶閥 | 軟密封蝶閥 | 信號(hào)蝶閥 | 手動(dòng)蝶閥 | 電動(dòng)蝶閥 | 法蘭蝶閥 | 氣動(dòng)蝶閥 | 不銹鋼蝶閥 | 偏心蝶閥 | 伸縮蝶閥 | 真空蝶閥 | 蝸輪蝶閥 | 硬密封蝶閥 | 焊接蝶閥 | 對(duì)夾式蝶閥 | 衛(wèi)生級(jí)蝶閥 | -
閘閥
手動(dòng)閘閥 | 軟密封閘閥 | 內(nèi)螺紋閘閥 | 襯氟閘閥 | 低溫閘閥 | 國(guó)標(biāo)閘閥 | 碳鋼閘閥 | 電動(dòng)閘閥 | 信號(hào)閘閥 | 法蘭閘閥 | 波紋管閘閥 | 氣動(dòng)閘閥 | 鍛鋼閘閥 | 不銹鋼閘閥 | -
調(diào)節(jié)閥
自立式調(diào)節(jié)閥 | 氣動(dòng)調(diào)節(jié)閥 | 電動(dòng)調(diào)節(jié)閥 | -
止回閥
升降式止回閥 | 蝶式止回閥 | 卡套式止回閥 | 多功能止回閥 | 緩閉式止回閥 | 立式止回閥 | 對(duì)夾式止回閥 | 旋啟式止回閥 | 內(nèi)螺紋止回閥 | 梭式止回閥 | 衛(wèi)生級(jí)止回閥 | 軸流式止回閥 | 球形止回閥 | 燃?xì)庵够亻y | 法蘭止回閥 | 不銹鋼止回閥 | 消聲止回閥 | 鍛鋼止回閥 | 襯氟止回閥 | -
截止閥
襯氟截止閥 | 氧氣截止閥 | 角式截止閥 | 電動(dòng)截止閥 | 焊接截止閥 | 手動(dòng)截止閥 | 不銹鋼截止閥 | 低溫截止閥 | 氣動(dòng)截止閥 | 燃?xì)饨刂归y | 外螺紋截止閥 | 法蘭截止閥 | 高溫截止閥 | 內(nèi)螺紋截止閥 | 高壓截止閥 | 角座閥 | 波紋管截止閥 | 鍛鋼截止閥 | -
過(guò)濾器
Y型過(guò)濾器 | -
電磁閥
-
美標(biāo)閥門(mén)
美標(biāo)閘閥 | 美標(biāo)截止閥 | 美標(biāo)球閥 | 美標(biāo)蝶閥 | 美標(biāo)止回閥 | -
水利控制閥
-
針型閥
-
柱塞閥
推薦文章
more +推薦產(chǎn)品
more + 自力式壓力調(diào)節(jié)閥
自力式壓力調(diào)節(jié)閥
 氣動(dòng)薄膜調(diào)節(jié)閥
氣動(dòng)薄膜調(diào)節(jié)閥

銷售:13671530603
咨詢:021-57522756
郵箱:sw@wotuo.net
地址:上海市奉賢區(qū)川南奉公路9860號(hào)

閥門(mén)密封面磨損的修復(fù)方法
閥門(mén)密封面磨損的修復(fù)方法
閥門(mén)密封面在使用介質(zhì)的腐蝕,沖刷和機(jī)械負(fù)荷的作用下,特別是用于有顆粒性介質(zhì)的截止閥、硬密封球閥、閘閥都會(huì)將會(huì)產(chǎn)生不同程度的磨損和缺陷,當(dāng)影響閥門(mén)的密封性能時(shí),則需對(duì)密封面進(jìn)行修復(fù)。如果研磨不能修復(fù)磨損及缺陷時(shí),則采用其它多種修復(fù)工藝,如機(jī)械加工,焊接、鍍層、粘接、熱處理等,以使密封面恢復(fù)原有的尺寸,精度和性能??梢愿鶕?jù)實(shí)際的情況選用最合適的方法,可以取得事半功倍的效果。當(dāng)在修復(fù)的過(guò)程中也有很多值得我們注意和探討的地方,下面探討一下機(jī)械加工修復(fù)密封面磨損:
密封面經(jīng)常產(chǎn)生的是擦傷、碰傷、壓痕、沖蝕、腐蝕等磨損缺陷。當(dāng)缺陷深度超過(guò)0.3毫米時(shí),通常用磨削或車削工藝進(jìn)行修復(fù)。密封面機(jī)械加工較難的是硬密封球閥的球形密封面和楔形法蘭閘閥的楔式密封面。球形密封面的修復(fù)可在車床上進(jìn)行,可借鑒本章節(jié)“機(jī)械研磨”中球形研磨機(jī)結(jié)構(gòu),用磨削或旋風(fēng)銑削加工。楔式閘閥密封面的加工,可用有相應(yīng)角度的夾具在車床上進(jìn)行。
用機(jī)械加工修復(fù)密封面之前應(yīng)注意如下事項(xiàng):
(1)按圖紙或產(chǎn)品的結(jié)構(gòu)要求,應(yīng)明確密封面零件的形狀位置公差、精度要求和尺寸要求。
(2)閥門(mén)密封面磨損的修復(fù)方法對(duì)密封面零件的結(jié)構(gòu)尺寸進(jìn)行準(zhǔn)確的實(shí)測(cè),應(yīng)有一定的加工余量,不能因修復(fù)加工后使密封面的零件尺寸改變過(guò)大而影響密封面零件的使用。
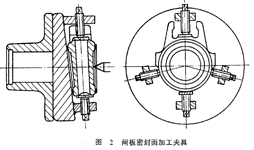
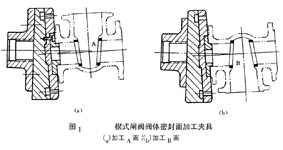
(3)修復(fù)前必須嚴(yán)格校正密封面,以保證原密封件的形位公差、精度和尺寸要求。如:楔式閘閥及其啟閉件的楔角公差;球閥的球型面公差及不圓度要求;彈簧安全閥閥瓣的結(jié)構(gòu)及尺寸公差;調(diào)節(jié)閥的流線形節(jié)流面尺寸公差等。圖1為楔式閘閥閥體密封面車加工夾具,它是由車床法蘭、斜度法蘭、旋轉(zhuǎn)法蘭、偏心定位套、螺栓、 形螺栓等零件組成。車床法蘭與車床主軸連接;斜度法蘭一般為1:20的斜度,它的斜度與密封面的斜度一樣,但斜向相反,以保證密封面旋轉(zhuǎn)時(shí)與車削平面在同一平面上,偏心定位套嵌在閥體通道內(nèi)起定位作用;T形螺栓套在T形槽內(nèi);用來(lái)夾裝閥體上的法蘭。圖1-a是加工閥體閥座A密封面的形式,斜度法蘭厚壁端向下,閘閥閥體中法蘭朝上圖1-b是加工閥體閥座, 密封面的形式,斜度法蘭厚壁端仍舊向下,閘閥閥體中法蘭朝下。上面介紹的閥體密封面車加工夾具,為常用夾具。使用該類夾具,需注意閘閥閥體中法蘭的偏重問(wèn)題,要解決好配重,以保證旋轉(zhuǎn)加工過(guò)程的平穩(wěn)。在加工單閘板刀閘閥時(shí)應(yīng)注意兩密封面之間的尺寸,若加工尺寸過(guò)多,閘板厚度尺寸減薄,在裝配時(shí)閘板在閥座位置上偏低(俗稱“掉線”)而影響其質(zhì)量,因此。要特別注意單閘板的加工尺寸與角度。雙閘板由兩塊閘板組成,中間有“萬(wàn)向頂”結(jié)構(gòu),閘板厚度的尺寸可以調(diào)整(在“萬(wàn)向頂”的平面端加墊片),雙閘板的加工要求比單閘板的加工要求低。為楔式單閘板密封面加工夾具。法蘭連接在車床的主軸上,斜度法蘭的斜度一般是根據(jù)密封面的斜度而確定的。螺栓、螺母有4套,用以調(diào)節(jié)閘閥閘板位置并作為固定閘板用。為保證閘板與夾具的斜度法蘭貼緊和防止閘板飛出,必須用車床的尾座頂住閘板。加工楔式閘板時(shí),要特別注意盡量減少車削量和本文前面提到的注意要求。楔式閘板還可以在平面磨上進(jìn)行修復(fù),如圖4所示,在修磨前一定要注意校正角度,磨削余量較小時(shí),可用千分表找正,使被磨面與磨床平面平行。采用磨削進(jìn)行修復(fù)密封面,一定要注意磨削量,以防止磨削熱使密封面硬度降低或產(chǎn)生熱裂紋,磨削中要采用冷卻液。







 掃一掃
掃一掃