產(chǎn)品中心 Products
-
球閥
燃氣球閥 | 卡套式球閥 | 高溫球閥 | 二片式球閥 | 電動球閥 | 手動球閥 | 焊接球閥 | 三通球閥 | 不銹鋼球閥 | 氣動球閥 | 內(nèi)螺紋球閥 | 固定式球閥 | 三片式球閥 | 保溫球閥 | 一片式球閥 | 真空球閥 | 襯氟球閥 | 法蘭球閥 | 高壓球閥 | 衛(wèi)生級球閥 | 硬密封球閥 | -
蝶閥
襯氟蝶閥 | 軟密封蝶閥 | 信號蝶閥 | 手動蝶閥 | 電動蝶閥 | 法蘭蝶閥 | 氣動蝶閥 | 不銹鋼蝶閥 | 偏心蝶閥 | 伸縮蝶閥 | 真空蝶閥 | 蝸輪蝶閥 | 硬密封蝶閥 | 焊接蝶閥 | 對夾式蝶閥 | 衛(wèi)生級蝶閥 | -
閘閥
手動閘閥 | 軟密封閘閥 | 內(nèi)螺紋閘閥 | 襯氟閘閥 | 低溫閘閥 | 國標閘閥 | 碳鋼閘閥 | 電動閘閥 | 信號閘閥 | 法蘭閘閥 | 波紋管閘閥 | 氣動閘閥 | 鍛鋼閘閥 | 不銹鋼閘閥 | -
調(diào)節(jié)閥
自立式調(diào)節(jié)閥 | 氣動調(diào)節(jié)閥 | 電動調(diào)節(jié)閥 | -
止回閥
升降式止回閥 | 蝶式止回閥 | 卡套式止回閥 | 多功能止回閥 | 緩閉式止回閥 | 立式止回閥 | 對夾式止回閥 | 旋啟式止回閥 | 內(nèi)螺紋止回閥 | 梭式止回閥 | 衛(wèi)生級止回閥 | 軸流式止回閥 | 球形止回閥 | 燃氣止回閥 | 法蘭止回閥 | 不銹鋼止回閥 | 消聲止回閥 | 鍛鋼止回閥 | 襯氟止回閥 | -
截止閥
襯氟截止閥 | 氧氣截止閥 | 角式截止閥 | 電動截止閥 | 焊接截止閥 | 手動截止閥 | 不銹鋼截止閥 | 低溫截止閥 | 氣動截止閥 | 燃氣截止閥 | 外螺紋截止閥 | 法蘭截止閥 | 高溫截止閥 | 內(nèi)螺紋截止閥 | 高壓截止閥 | 角座閥 | 波紋管截止閥 | 鍛鋼截止閥 | -
過濾器
Y型過濾器 | -
電磁閥
-
美標閥門
美標閘閥 | 美標截止閥 | 美標球閥 | 美標蝶閥 | 美標止回閥 | -
水利控制閥
-
針型閥
-
柱塞閥
推薦文章
more +推薦產(chǎn)品
more + 自力式壓力調(diào)節(jié)閥
自力式壓力調(diào)節(jié)閥
 氣動薄膜調(diào)節(jié)閥
氣動薄膜調(diào)節(jié)閥

銷售:13671530603
咨詢:021-57522756
郵箱:sw@wotuo.net
地址:上海市奉賢區(qū)川南奉公路9860號

閘閥閥體加工工藝及夾具設計
閘閥閥體加工工藝及夾具設計
成組技術(shù)是根據(jù)零件在結(jié)構(gòu)或工藝過程中的相似性進行分類編組,并以這些組為基礎組織生產(chǎn)的各個環(huán)節(jié),以減少重復勞動和提高效率。由于同閥種不同規(guī)格閥體均屬相同類型的相似零件,因而可以進行成組加工。下面介紹我廠應用成組技術(shù)的原理設計用于C5112A立式車床上的夾具,組織閥體生產(chǎn)的情況。
加工楔式體中法蘭鑄鋼閘閥閥體夾具在C5112A立式車床上加工DN125-300閥體(圖l、表1)中法蘭的夾具必須是可調(diào)整的,才能適用于表1閥體零件組中任一規(guī)格的閥體。
閘閥閥體加工工藝及夾具設計結(jié)構(gòu)長度的調(diào)整為滿足閥體的結(jié)構(gòu)長度在325~650mm范圍變化,利用C5112A立車工作臺上相互垂直的T形槽,將支撐端法蘭外圓的V形塊直接與工作臺作移動調(diào)整后連接。調(diào)整時要使端法蘭壓板螺栓與V形塊同時移動。結(jié)構(gòu)長度調(diào)至最大時,V形塊不能超過工作臺外圓。V形塊移動時,應保證其對稱面與機床軸線重合 每檔尺寸的調(diào)整位置應作標記,以便重復調(diào)整時的對位。
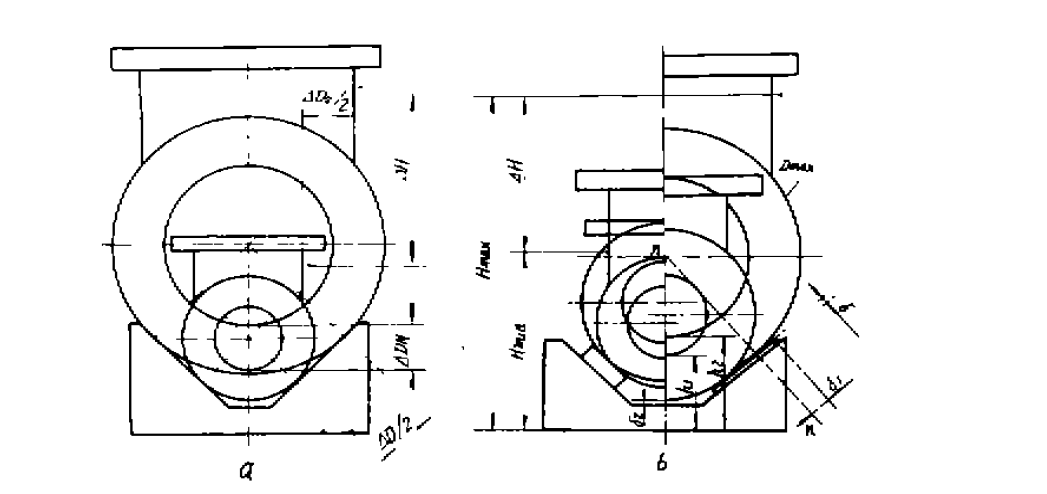
壓板高度及中法蘭頸央緊點的調(diào)整如圖2a,對于不同規(guī)格的閥體,ADN為通徑位置的變化。即壓板高度的變化量,AH及AD2/2為中法蘭頸夾緊點位置的變化,AD/2為端法蘭外圓與V型面接觸位置的變化量。以上各變化量,除AD1/2可直接在立車工作臺上的T形槽中作移動調(diào)整外,其余的變化量均由夾具調(diào)整,故希望盡量減少尺寸變化范圍,便于夾具的結(jié)構(gòu)安排。
該夾具(圖5)既能保證兩密封面的加工精度,又有很強的通用性,調(diào)整及操作迅速方便,表3為該夾具在C5112A立車上加工閥體的范固,也可用于相應口徑及壓力的API閥體密封面的加工。
定向座(圖7)的尺寸與閥體(圖8)尺寸有關(guān)。找出各規(guī)格閥體中最小的H ,可以確定不產(chǎn)生干涉時,定向座的最大尺寸 。而加工最大閥體中心高H 時。定向座不應超過5度斜模,若超過則必須在立車允許的回轉(zhuǎn)半徑內(nèi),由此可定出 。按上述定出的t及f可使定向座與5度斜模既滿足通用要求,又具有較長的配臺長度,有利于保證夾具的定向精度。圖7由尺寸B、ht、hz而確定的中法蘭平面定位點,由閥體組的L及D決定,定位點應在D 所圍成的圓環(huán)內(nèi)。圖9陰影部分為按不同閥體的L、Dt、D 畫出的公共定位面。在公共定位面上取點,取點原則為高度盡量低,開檔盡量寬,點盡可能居中。至此可確定出用少數(shù)
圖2b將閥體分兩檔進行定位,小規(guī)格閥體利用厚墊塊,大規(guī)格問體用薄墊塊,因此減小了1、H、ADN及△D/2,縮小了調(diào)整尺寸,并可降低V形塊的高度。由于AH較大,為保證可靠的夾緊,應使中法蘭頸的夾緊點盡量向上靠近中法蘭背面。
本夾具除選擇了較為合理的精度及熱處理外,還采用了鎳磷鍍層新工藝以提高耐磨性,使夾具具有較好的精度保持性。該夾具經(jīng)投產(chǎn)使用證明,通用性強,定位準確,調(diào)整迅速,裝卸方便,便于管理。
成組夾具是適合一個零件組成組加工的專業(yè)化可調(diào)整夾具,是針對一組相似零件而設計的任意零件。使用成組夾具可以解決產(chǎn)品規(guī)格多,批量少,生產(chǎn)中需頻繁更換專用夾具的矛盾,人為地擴大了生產(chǎn)批量,提高了效率和精密設備的利用率。減少了輔助工時及夾具管理的圍難。閥門產(chǎn)品零件種類少,相似性尤為顯著,因而十分適宜采用成組技術(shù)進行生產(chǎn)。







 掃一掃
掃一掃