產(chǎn)品中心 Products
-
球閥
燃?xì)馇蜷y | 卡套式球閥 | 高溫球閥 | 二片式球閥 | 電動球閥 | 手動球閥 | 焊接球閥 | 三通球閥 | 不銹鋼球閥 | 氣動球閥 | 內(nèi)螺紋球閥 | 固定式球閥 | 三片式球閥 | 保溫球閥 | 一片式球閥 | 真空球閥 | 襯氟球閥 | 法蘭球閥 | 高壓球閥 | 衛(wèi)生級球閥 | 硬密封球閥 | -
蝶閥
襯氟蝶閥 | 軟密封蝶閥 | 信號蝶閥 | 手動蝶閥 | 電動蝶閥 | 法蘭蝶閥 | 氣動蝶閥 | 不銹鋼蝶閥 | 偏心蝶閥 | 伸縮蝶閥 | 真空蝶閥 | 蝸輪蝶閥 | 硬密封蝶閥 | 焊接蝶閥 | 對夾式蝶閥 | 衛(wèi)生級蝶閥 | -
閘閥
手動閘閥 | 軟密封閘閥 | 內(nèi)螺紋閘閥 | 襯氟閘閥 | 低溫閘閥 | 國標(biāo)閘閥 | 碳鋼閘閥 | 電動閘閥 | 信號閘閥 | 法蘭閘閥 | 波紋管閘閥 | 氣動閘閥 | 鍛鋼閘閥 | 不銹鋼閘閥 | -
調(diào)節(jié)閥
自立式調(diào)節(jié)閥 | 氣動調(diào)節(jié)閥 | 電動調(diào)節(jié)閥 | -
止回閥
升降式止回閥 | 蝶式止回閥 | 卡套式止回閥 | 多功能止回閥 | 緩閉式止回閥 | 立式止回閥 | 對夾式止回閥 | 旋啟式止回閥 | 內(nèi)螺紋止回閥 | 梭式止回閥 | 衛(wèi)生級止回閥 | 軸流式止回閥 | 球形止回閥 | 燃?xì)庵够亻y | 法蘭止回閥 | 不銹鋼止回閥 | 消聲止回閥 | 鍛鋼止回閥 | 襯氟止回閥 | -
截止閥
襯氟截止閥 | 氧氣截止閥 | 角式截止閥 | 電動截止閥 | 焊接截止閥 | 手動截止閥 | 不銹鋼截止閥 | 低溫截止閥 | 氣動截止閥 | 燃?xì)饨刂归y | 外螺紋截止閥 | 法蘭截止閥 | 高溫截止閥 | 內(nèi)螺紋截止閥 | 高壓截止閥 | 角座閥 | 波紋管截止閥 | 鍛鋼截止閥 | -
過濾器
Y型過濾器 | -
電磁閥
-
美標(biāo)閥門
美標(biāo)閘閥 | 美標(biāo)截止閥 | 美標(biāo)球閥 | 美標(biāo)蝶閥 | 美標(biāo)止回閥 | -
水利控制閥
-
針型閥
-
柱塞閥
推薦文章
more +推薦產(chǎn)品
more + 自力式壓力調(diào)節(jié)閥
自力式壓力調(diào)節(jié)閥
 氣動薄膜調(diào)節(jié)閥
氣動薄膜調(diào)節(jié)閥

銷售:13671530603
咨詢:021-57522756
郵箱:sw@wotuo.net
地址:上海市奉賢區(qū)川南奉公路9860號

不銹鋼鍛鋼截止閥閥體加工工藝的分析與研究
不銹鋼鍛鋼截止閥閥體加工工藝的分析與研究
鍛鋼閥門以鍛造纖維化強(qiáng)度高 材料質(zhì)量好而廣泛應(yīng)用在石化、化工、采油、煉油、鋼鐵、電閥門上。不銹鋼鍛鋼截止閥壓力CLASS150-CLASS2500閥體材質(zhì)為ASTM A182制奧氏體不銹鋼閥體的加工是工藝的閥體深孔的鉆削工序 具有一定的直接影響到閥門的產(chǎn)品質(zhì)量。
通用設(shè)備加工閥體工藝方案在通用設(shè)備上 鍛鋼截止閥閥體加工工序如圖所示。其程序為:先加工閥體中端面、止以端;平面和止口作定位基準(zhǔn)。再加工閥體各部;加工閥體中腔各部孔、堆焊前尺寸;閥體兩端承插孔;鉆閥體兩端斜孔鍛鋼截止閥閥體在通用設(shè)備和專用工裝上加工,其閥體中腔深孔鉆為工藝難點。奧氏體不銹鋼材料較硬、粘度和強(qiáng)度高、鉆削力大、鉆頭散熱性差磨損嚴(yán)重。
鍛鋼截止閥閥體加工生產(chǎn)類型為單件小批量輪番生產(chǎn),不宜于采用專用設(shè)備。不銹鋼鍛鋼截止閥閥體加工工藝的分析與研究采用數(shù)控車床深孔鉆削也解決不了。采用數(shù)控加工中心成本太高。最后定位在專用機(jī)床經(jīng)過調(diào)研和試驗液壓六角轉(zhuǎn)塔半自動車床布置前、后刀架和六工位回轉(zhuǎn)刀塔,機(jī)床功率大,強(qiáng)度和剛度好 非常適宜深孔鉆。整個工藝程序由數(shù)控編程控制 實現(xiàn)了加工過程自動化。工件只需調(diào)整兩爪距離和夾塊,操作方便。
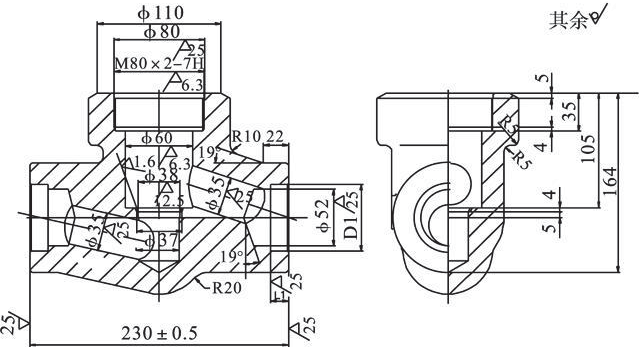
液壓六角轉(zhuǎn)塔半自動車床上加工鍛鋼截止閥閥體中端體腔工藝
工步1 后刀架加工閥體中法蘭大平面 一次走刀完成
工步2 前刀架粗加工閥體中法蘭大平面和止
工步3 轉(zhuǎn)塔刀架刀號,鉆削圓59mm,深114mm。鉆頭鉆削角度改為雙主切削刃,切削液冷卻轉(zhuǎn)速120r/min
工步4 轉(zhuǎn)塔刀架刀號2鉆,鉆削圓37mm,深45mm,轉(zhuǎn)速200r/min
工步5 轉(zhuǎn)塔刀架刀號3,車削孔徑78mm,深35mm
工步6 轉(zhuǎn)塔刀架刀號4,車削孔徑60mm,深105mm
工步7 轉(zhuǎn)塔刀架刀號5,車削孔徑81mm,深5mm
工步8 轉(zhuǎn)塔刀架刀號6車,削止口、中孔倒角
液壓六角轉(zhuǎn)塔半自動車床上加工鍛鋼截止閥閥體中端體腔工序經(jīng)過1個工步的加工 完成如工序圖所示要求。液壓六角轉(zhuǎn)塔半自動車床上加工鍛鋼截止閥閥體成為典型工藝



 掃一掃
掃一掃