產(chǎn)品中心 Products
-
球閥
燃氣球閥 | 卡套式球閥 | 高溫球閥 | 二片式球閥 | 電動球閥 | 手動球閥 | 焊接球閥 | 三通球閥 | 不銹鋼球閥 | 氣動球閥 | 內(nèi)螺紋球閥 | 固定式球閥 | 三片式球閥 | 保溫球閥 | 一片式球閥 | 真空球閥 | 襯氟球閥 | 法蘭球閥 | 高壓球閥 | 衛(wèi)生級球閥 | 硬密封球閥 | -
蝶閥
襯氟蝶閥 | 軟密封蝶閥 | 信號蝶閥 | 手動蝶閥 | 電動蝶閥 | 法蘭蝶閥 | 氣動蝶閥 | 不銹鋼蝶閥 | 偏心蝶閥 | 伸縮蝶閥 | 真空蝶閥 | 蝸輪蝶閥 | 硬密封蝶閥 | 焊接蝶閥 | 對夾式蝶閥 | 衛(wèi)生級蝶閥 | -
閘閥
手動閘閥 | 軟密封閘閥 | 內(nèi)螺紋閘閥 | 襯氟閘閥 | 低溫閘閥 | 國標閘閥 | 碳鋼閘閥 | 電動閘閥 | 信號閘閥 | 法蘭閘閥 | 波紋管閘閥 | 氣動閘閥 | 鍛鋼閘閥 | 不銹鋼閘閥 | -
調(diào)節(jié)閥
自立式調(diào)節(jié)閥 | 氣動調(diào)節(jié)閥 | 電動調(diào)節(jié)閥 | -
止回閥
升降式止回閥 | 蝶式止回閥 | 卡套式止回閥 | 多功能止回閥 | 緩閉式止回閥 | 立式止回閥 | 對夾式止回閥 | 旋啟式止回閥 | 內(nèi)螺紋止回閥 | 梭式止回閥 | 衛(wèi)生級止回閥 | 軸流式止回閥 | 球形止回閥 | 燃氣止回閥 | 法蘭止回閥 | 不銹鋼止回閥 | 消聲止回閥 | 鍛鋼止回閥 | 襯氟止回閥 | -
截止閥
襯氟截止閥 | 氧氣截止閥 | 角式截止閥 | 電動截止閥 | 焊接截止閥 | 手動截止閥 | 不銹鋼截止閥 | 低溫截止閥 | 氣動截止閥 | 燃氣截止閥 | 外螺紋截止閥 | 法蘭截止閥 | 高溫截止閥 | 內(nèi)螺紋截止閥 | 高壓截止閥 | 角座閥 | 波紋管截止閥 | 鍛鋼截止閥 | -
過濾器
Y型過濾器 | -
電磁閥
-
美標閥門
美標閘閥 | 美標截止閥 | 美標球閥 | 美標蝶閥 | 美標止回閥 | -
水利控制閥
-
針型閥
-
柱塞閥
推薦文章
more +推薦產(chǎn)品
more + 自力式壓力調(diào)節(jié)閥
自力式壓力調(diào)節(jié)閥
 氣動薄膜調(diào)節(jié)閥
氣動薄膜調(diào)節(jié)閥

銷售:13671530603
咨詢:021-57522756
郵箱:sw@wotuo.net
地址:上海市奉賢區(qū)川南奉公路9860號

硬密封球閥內(nèi)件噴涂特殊的耐磨耐腐蝕材料涂層厚度的檢測方法
硬密封球閥內(nèi)件噴涂特殊的耐磨耐腐蝕材料涂層厚度的檢測方法
為了保證閥體有防腐蝕性,降低閥門成本,就會在鐵基材料表面噴焊層, 但由于沒有直接用于鐵基材料上噴焊噴涂層厚度檢測的儀器, 長期使用厚度差測量法。即噴焊前先用內(nèi)卡尺測量閥體的閥座處直徑數(shù)據(jù), 噴焊完成后在同一點再測一個數(shù)據(jù), 不銹鋼噴焊層的厚度。這種測量方法需在檢測處打上記號并做好記錄, 保證前后測量是在同一處, 操作起來非常繁瑣。此方法對已經(jīng)完成噴焊的產(chǎn)品不能進行檢測, 也無法檢測噴焊層厚度是否均勻。
用于嚴苛環(huán)境的硬密封球閥,通常要在球體和閥座上噴涂特殊的耐磨耐腐蝕材料,為了解決在硬密封球閥內(nèi)件噴涂特殊的耐磨耐腐蝕材料涂層厚度的檢測方法, 通過試驗, 確定了一種先進的、可靠的及高效的磁性法檢測方法。
磁性法是一種測量磁性金屬基體上的非磁性材料覆層厚度的方法。當測厚儀測頭與覆蓋層接觸時, 測頭和磁性金屬基體構(gòu)成一閉合磁路, 由于非磁性覆蓋層的存在, 使磁路磁阻變化, 通過測量其變化
可導出覆蓋層的厚度。因為鑄鐵和不銹鋼都有一定磁性, 不符合磁性法檢測的基本要求。鑄鐵材料的磁導率為200~400H/m, 奧氏體不銹鋼的磁導率<10H/m, 接近于非磁性材料。兩者的磁導率相差兩個數(shù)量級, 利用這一差異使用磁性法原理的測厚儀理論上是可以用來測不銹鋼噴焊層厚度的, 只是測量值和實際值會存在差異。
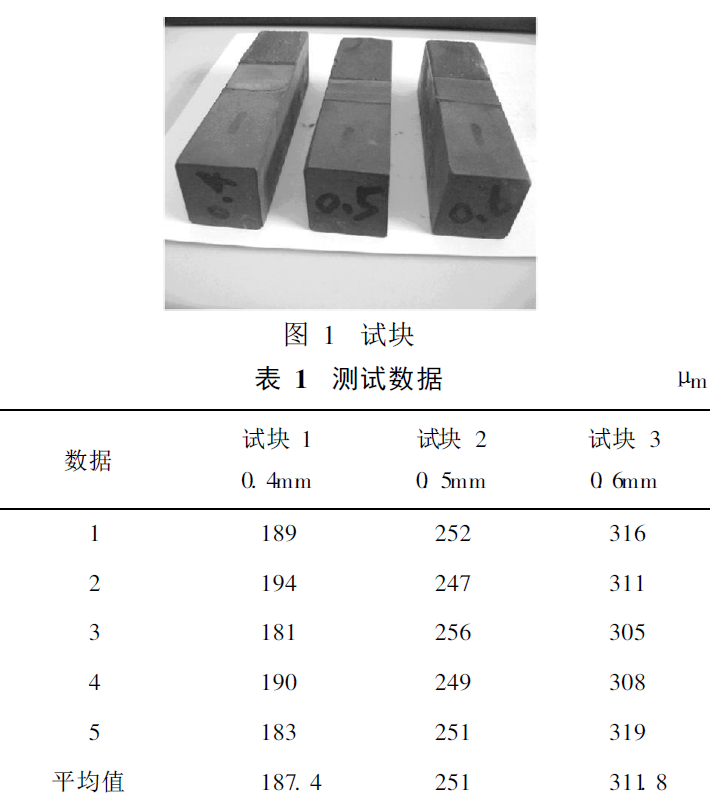
試驗設備為TT260型測厚儀, 配F1型測頭。( F1型測頭即磁性測頭, 量程為0~2mm )。噴焊304不銹鋼的專用試塊3 塊。因為溫度、濕度等環(huán)境因素對材料磁通量影響很小, 在試驗中不予考慮。試驗中, 在3塊鑄鐵試塊上按照不銹鋼噴焊的工藝先高鎳打底0.1mm, 再噴焊304不銹鋼。304不銹鋼噴焊層實際厚度分別為0.3mm、0.4mm和0.5mm。實際噴焊層厚度(包括高鎳層厚度和噴焊的噴涂層厚度) 分別為0.4mm、0.5mm 和
0.6mm。在每塊試塊上實際測得的數(shù)據(jù)如表
試塊1的實測平均值為0.1874mm,試塊2的實測平均值為0.251mm, 試塊3的實測平均值為0.3118mm。而3個試塊噴焊不銹鋼的實際厚度分別為0.3mm、0.4mm、0.5mm。從這些數(shù)據(jù)可以看出實測值和實際值不符, 應找出這兩組數(shù)據(jù)的關聯(lián)性。由于高鎳合金為高磁通材料,其磁通量和鑄鐵相當,只有304噴涂層為弱磁性材料。所以,在計算中應將高鎳合金層厚度(0.1mm)減掉,用實際噴涂層厚度除以測量平均值數(shù)據(jù),
一臺用厚度差法檢測的閥體覆層厚度為0.62mm。使用檢測儀獲得數(shù)據(jù)為0.318, 按L = 0.1 + 1.60*0.318 = 0.6088mm。實際值0.62mm和測量值0.608差值為0.011mm, 可以滿足使用要求。證明此種檢測方法是一種有效可靠的無損檢測手段。
TT206測厚儀用于鐵基材料上不銹鋼噴焊層厚度的檢測, 其噴焊層工藝為高鎳打底噴焊304或316不銹鋼。檢測設備的原理為磁阻法, 利用不銹鋼的弱磁性對測頭與鑄鐵材料之間磁場強度影響檢測噴涂層的厚度。此方法可以對噴焊材質(zhì)做出基本判斷。當檢測儀器讀數(shù)很小時就可以判斷此材料的磁性接近普通鋼鐵, 不是弱磁性的不銹鋼。檢測數(shù)據(jù)A乘以相應的系數(shù)P可以得到噴焊的噴涂層厚度。對噴焊層多點檢測厚度數(shù)據(jù)分析, 就可以判定噴涂層噴焊是否均勻。









 掃一掃
掃一掃